(Click on photo for a larger printable view)
PWM3G connection, testing, and preliminary tuning information.
Copyright (c) 2008 Bob Boyce
PWM3G Functional Information
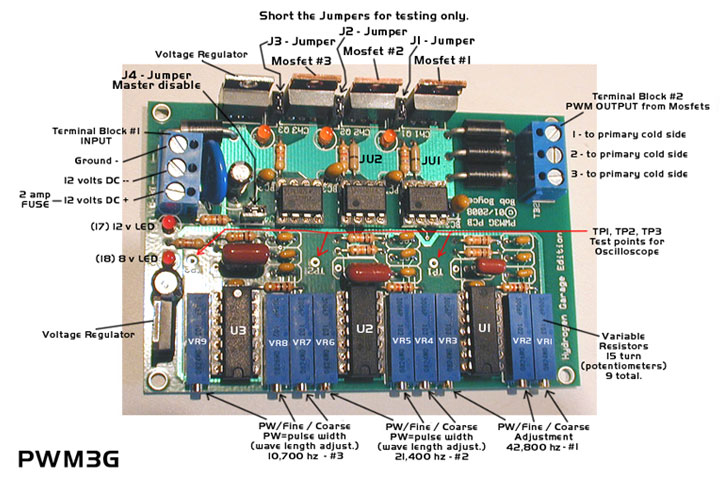
J1 Short to Disable Onboard PWM Ch 1 ( Shorted only for testing)
J2 Short to Disable Onboard PWM Ch 2 ( Shorted only for testing)
J3 Short to Disable Onboard PWM Ch 2 ( Shorted only for testing)
J4 External PWM Master Disable
SW1 is no longer used onthe "G" boards
TB1 DC Power Input & MOSFET Source Ground
TB2 MOSFET Drain/PWM Outputs 1, 2, 3
Expanded Connection Information
J1 is for connection of an optional external control or safety shutdown device, such as a pressure or temperature limit switch. J1 is shorted to shut down primary (Ch 1) waveform generation. For normal operation, J1 is left open.
JU2 and JU3 are no longer used. They are to be permanently shorted with a heavy wire jumper.
J4 is for the connection of optional auxillary inputs. For normal operation,
nothing is connected to J4. J4 can also be used to connect an oscilloscope
to view PWM generator waveforms on channels 1, 2, and 3.
SW1 is no longer on the board. It was for disabling PWM generator channels 1, 2, and 3 via switches 1, 2, and 3.
TB1 has 3 connections as follows;
DC Input + is connected to the 13.8 VDC power supply positive connection via
a 2 amp fuse or circuit breaker.
DC Input - is connected to the 13.8 VDC power supply negative connection.
Ground is connected to the 13.8 VDC power supply negative connection via heavy
guage wire. There are two wire connection terminals available so that two equal length wires may be used to lower wire resistance losses.
TB2 has 3 connections as follows;
Output 1 is connected to the cold side of primary 1.
Output 2 is connected to the cold side of primary 2.
Output 3 is connected to the cold side of primary 3.
The hot sides of primaries 1, 2, and 3 are brought together, and connected to
the 13.8 VDC power supply positive connection via heavy guage wire, through a 20 Amp fuse or DC circuit breaker, the contacts of a heavy duty (20 Amp or more rated) power switching relay, and a heavy duty choke.
Note: These fuses are for short circuit protection, not as an indication of
system power consumption.
(Click on photo for a larger printable view)
Preliminary Test/Tune Information
DO NOT connect the PWM3G outputs to a powered transformer until after the unit
tests as fully functional. You may pull the 2 amp fuse or trip the DC circuit
breaker while testing and tuning.
Functionality Testing
Power up the PWM3G and check the indicator LEDs for proper operation.
I4 = 8 volt supply - should be lit in normal operation, off if powered down.
I5 = 12 volt supply - should be lit in normal operation, off if powered down.
I3 = Channel 3 output - should be lit in normal operation, off if disabled.
I2 = Channel 2 output - should be lit in normal operation, off if disabled.
I1 = Channel 1 output - should be lit in normal operation, off if disabled.
If all indicators check out, then continue to tuning. If everything checks out
ok except the output indicators, then try tuning first then retest. Failures
may indicate component or soldering problems.
Preliminary Tuning
Adjust all 3 of the "DC" marked (Duty Cycle) potentiometers (VR3, VR6, VR9)
fully clockwise, for minimum pulse width.
Connect a frequency counter or oscilloscope to TP3 and adjust the channel 3 "Hz" marked potentiometer
(VR7-coarse tune & VR8 - fine tune) for a reading of 10.7 Khz.
Connect a frequency counter or oscilloscope to TP2 and adjust the channel 2 "Hz" marked potentiometer
(VR4-coarse tune & VR5 - fine tune) for a reading of 21.4 Khz.
Connect a frequency counter or oscilloscope to TP1 and adjust the channel 1 "Hz" marked potentiometer
(VR1-coarse tune & VR2 - fine tune) for a reading of 42.8 Khz.
Once tuned, verify output at the TB2 Outputs with an oscilloscope. Without a
transformer connected, the indicator LEDs only lightly load the FETs, but enough to verify operation during testing. If all checks out ok up to this point, you should be ready to connect the transformer primaries and apply power.
-----------------
How to make the Bob Boyce 101 plate cell. "BB101.pdf"
by Patrick Kelly
Bob's cell design starts on Page 11 of D9.pdf (older version)
-----------------
Bob Boyce's Electrolyzer Plans Available to All
A system for high-efficiency electrolysis that involves the alleged production of monatomic hydrogen, which has highly unusual and effective properties in accentuating mileage.
by Michael Couch
for Pure Energy Systems News
Bob Boyce was winning races in mini power boats down in Florida, using Hydrogen for fuel. The problem was that hydrogen wasn't easy to locate and acquire everywhere he raced. So, he began to research making his own.
Eventually he ended up making his own Hydroxy on demand in what might be called the "brute force method". He'd drain his batteries producing the Hydroxy that fed his engines.
One day he started noticing that at a certain RPM his power kicked up suddenly; as though he had a nitro boost or something. After a few recurrences of this, he broke down his system to find out what was causing his boost at that rpm.
It turned out that one of the diodes in his Alternator had failed and was pumping an AC into his electrolyzer. When that certain rpm was reached the output from the electrolyzer suddenly increased.
Researching further by having the gas analyzed at a local college, he found that when the frequencies kicked in he was producing much more monatomic hydrogen. He went on to perfect his electrolysis to the point that it generates a large volume of gas and mostly monatomic hydrogen.
PVC Pipes running to his special bubbler are 1 inch in diameter to handle the large gas flow required for big genset and auto operation. The electrolyzer cell itself is either 61 plates for torches and small motors; or 81 plates for larger gensets, boats and autos. Each cell is isolated from the others in that they are not connected by the water and electrolyte (KOH 28% or NaOH 20%).
Today, though Bob has gotten out of boat racing, he makes his own PWM3 Controller for Hydroxy torches and gensets. They aren't for sale but you can find the info in files on the Web. The controller uses three 556 Dual 555 timers. Each dual uses one 555 for pulse width and the other for frequency, generating 42,800; 21,400; and 10,700 cps respectively.
These frequencies drive the 25% modulation on top of the pulsed DC carrier "bias" current. The DC Bias voltage is input at the Toroidal Transformer's inputs which gets filtered into DC before reaching the plates of his electrolyzer with the AC Voltage riding on it.
It isn't critical how you get the pulses used to modulate the AC on the DC bias; any method will do. A pressure switch is needed to turn the cell off at 5 psi and back on when it falls to 3 psi. Bobs bubbler's have one way valves to retain pressure in the system so that production begins immediately when the system kicks back on. He uses many small holes in his bubbler inlet below the water so bubbles are tiny and diffused. This is to prevent a flashback from firing across several large bubbles back to the cell. Bob said it works well.
Plates are crosshatch sanded using no.80 sandpaper to create masses of points on each plate surface. Plate edges are seal for two reasons; to prevent all the separation from occurring only on the edges, and to prevent current leaking through the water from cell to cell.
Bob says this causes a magnetic circuit through the center of the plates in the electrolyzer. The result of all these refinements is that when the water is split, the bias voltage keeps it from recombining, and H molecules have plenty of electrons to absorb, preventing the two Hs from joining. Thus the extra large volume of monatomic Hydrogen molecules.
Water must be distilled; or clean, spring or rainwater. These last may require several filterings, to remove sludge; much like Joe Cell Charging water. The 6"x 6" Plates are spaced 3mm apart exactly and sealed on the sides and bottom. Water levels must be maintained in each cell. Bob's has a supply pipe with holes drilled along it for each cell.
If your system is designed according to all the specifications of the Boyce system, Bob says, you will get another area of separation in the water between the cells as well as on the plates.
Mr. Boyce is a true humanitarian and has placed his system in the public domain in the hopes of helping the planet reverse global warming, end oil wars, and deliver free energy to the poor peoples of the world.
Someday, Mr. Bob Boyce will be hailed as a truly great American Inventor. Bob won't care for that; but hopefully the one who deserves the credit for his accomplishments will get it. He expressed unhappiness with several people who he tutored in Hydroxy production because they went on to patent or rather try to patent systems that were largely based on information that he has placed in the public domain.
------------
Bob Boyce's triple-pscillator...
"Serious warning needs to be given here. The combination of sharp pulsing and accurately wound toroid core composed of an iron powder matrix, draws in so much extra power from the environment that it is essential that it is only used with the electrolyser cell which is capable of soaking up excess energy surges. The extra energy drawn in is not always constant and surges can occur which can generate currents of 10,000 Amps. It should be understood that this electrical current which we can measure is only the 'losses' part of the real power surge which is in a form which we can't measure as we have no instruments which can measure it directly. Consequently, the actual environmental power surge is far, far in excess of this 10,000 Amps. It is very important then, that the electronics board and toroidal transformer are NOT connected to other equipment 'to see what will happen'. Even more important is not to arrange a pulsed, rotating magnetic field in the toroid by sequential pulsing of coils spaced around the toroid. These arrangements can generate power surges so great that the excess power not soaked up by the circuit (especially after it's instantaneous burn-out) is liable to form the ground-leader of a lightning strike.
Bob experimented with this and was hit by a direct lightning strike. He was very lucky to survive being hit and he now works in a worshop which has metal walls ans roof, and lightning grounding at each corner of the building, plus a separate ground for the equipment inside the building. A device like this is not a toy, and it demonstrates the incredible level of free-energy which can be tapped by quite simple devices if you know what you are doing."
----------------
from WaterFuelForAll.com
BOB BOYCE CELL
With my new found hope, and not letting go of my goal to run an engine on water, I started reading anything and everything I could about this amazing man that was Bob Boyce. I discovered that he ran an online forum that deals specifically with the on-demand generation of hydrogen in vast quantities, enough to run an engine, and so I went to this forum and read every single post it had. This process took me close to 4 months, and by the end of that, I could honestly say that I had a base understanding of how his technology fit together and how to make a 100 litres a minute cell. His first writings let me to build a small demo unit that ran brute force mode, with the voltage regulator removed and running at 120 degree phase locked. This worked OK, but was over voltage, and as soon as the water got hot it pulled more amps than the engine could deliver and died. A video of this can be seen here:
http://s160.photobucket.com/albums/t167/watkykjy1/?action=view¤t=IDUrunningwithoutgastank.flv
Then came the implementation phase to build the boyce cell properly. How do I actually go about sourcing, building and running this great cell that was talked about on his forum? Obviously I had some degree of success with my demo model, and thus it required further research.

THE PARTS
So, now I knew which direction I had to go, and I knew enough about how to get there to physically do it, but according to Bob and the specs he set out in his documentation, this cell had to be built to VERY strict tolerances, and that any mistake you make could cost you those valuable liters required to run your engine. By the way, we have now progressed from 2005 all the way through to mid 2006, and so I started the journey of sourcing the parts needed for this cell. And being in a third world country like South Africa doesn’t help at all, let me tell you that Wink. As mentioned above, I have met some of the most amazing people I will ever meet through this research, and when the time came to start finding all the parts, I turned to these guys in their far away countries for assistance. I managed to find a place in America that carried stock of the proper T650-52 toroidal core that Bob mentions one should use, so I had these cores shipped from America to my friend in Canada. Once there, he repackaged them to make sure they get here in one piece, and sent them to me in SA. A simple little order that would cost $32 with delivery in America, ended up costing me just over $286, due to the weight, import and transport costs involved in having anything sent to a third world country. But we got the cores in one piece! YAY! Next up was the Silver plated, Teflon insulated, solid copper wire. Bob says to use this wire, as it can run at high temperatures, and the silver coating (used to carry the amps on the outside of the wire) does so in a very efficient way. After searching for a while, we tracked down a guy that sells this wire, and my very good friend Wouter was kind enough to order enough for him to share his other half with me, and thus I was able to start the winding of the toroid. A picture of the finished toroid can be seen here (taken just before applying the last layer of tape):
Next we also needed a 3 frequency, harmonized driver that was capable of making the complex waveform required to not only break water into it’s base atoms, but also collect energy from the environment and force it through the cell. Bob describes this as longitudinal energy, which is converted to transverse energy through the use of the toroidal core and then sent through the water to assist in splitting the hydrogen and oxygen atoms from the solution. After doing a lot of reading up on this, and talking to many many people, I finally met another great guy, who for now will remain anonymous, but he was able to build the proper hex controller that Bob designed for us. This was done at a very reasonable $550, which is a real good price, especially if you take the amazing build quality into account, and factor in the fact that these circuits were programmed by Bob Boyce himself.
Below are a few pictures of the built and programmed Hex Controller Deluxe:
Now this cell was great, but it still wasn’t anything near the size, specs or tolerances that Bob spoke about in order for on demand resonance operation. Remember, the goal was to run an engine on this stuff, and so far all I have done was to collect the electronics and gain experience in building a proper cell. So now it was time to attempt a real replication, in every sense of the word. And with that I set another goal: To build the series cell EXACTLY like Bob states it should be, and to follow his EXACT directions in building it, from the very first plate to adjusting the engine for optimum performance, which brings me to the next chapter:
BUILDING THE CELL
As I stated before, this was probably the most expensive part of this entire journey so far, and in a moment you will see why. Through this research I came to know an awesome electronics engineer named Rich SAS, and between himself and Bob they share probably over 40% of America’s electrical intellectual property Cheesy. Well, he helped me arrange for the proper cell to be built by Ed Holgate, the guy that does all the boxes for Bob as well, and it just happened to turn out that Bob himself was at Ed’s place during the time of construction of my box. This was very good news indeed, because Bob himself checked the boxes, the tolerance, etc, and I was so excited to get the box that the $1400 odd that it cost me didn’t bother me at all. However, before I could get the cell (remember, I am in SA, so this thing had to travel half way around the world), I found out from a friend of mine that also had one of these boxes and then later from Bob too that there was a problem with them. You see, these boxes were made of two pieces. The first was the slots for the plates, which was cut out of HDPE, and the second was the box that contained the HDPE slots, and this box was made out of nice thick acrylic, but the issue came in the fact that these two materials could not be bonded together, so when running the cell the water would occasionally boil over the top of the HDPE box holding the plates, and thus leak in between the acrylic and the HDPE box, effectively creating a conductive path for the electricity to flow, and when in the dark, one could actually see the sparks inside the water as it was flowing around the HDPE box between the positive and the negative terminals. Regardless of how hard we tried, we just couldn’t get a proper seal between these two materials going, and thus, we decided to build a whole new box from scratch, and this box, I believe is the strongest, most practical, most beautiful and also cheapest box to build, but it’s the biggest pain in the world to build it. For this task we would require an HDPE welding machine, HDPE welding rods and lots of time and effort.
The welding machine can be bought, but it was soon discovered that the bit they give you to do the welding is not really great for what we wanted to use it for, so a custom bit was made for the job. After testing it out, we found that this bit was exactly what was needed, and so now we only needed some HDPE welding rods to use with our custom built HDPE welder. So we took some HDPE material, set the saw blade to 5mm thick, and started cutting 5mm square strips of HDPE to be used as welding rods. The thing about welding HDPE is that you need it to be at just the right temperature. Too cold, and it doesn’t melt. Too hot, and it becomes this black colour, and the HDPE particles don’t bond that good after cooling down again, and you sit with a sub-standard joint, so that in itself is an experience to test until you get the heat and the airflow right, because the HDPE welder works with a compressor that streams hot air through the welding bit, and then you feed in the welding rod by hand, and this has to be done at just the right speed and temperature to get a good seal. As can be seen in the picture below, the places where the two pieces of material met was all routed out, and then filled back up with the hot HDPE to bond it and seal it, and was then routed off again to be level.
This process took us 2 days just to seal the inner box. Next up was the big outer box, if you look at the box today, you will never guess how much work went into it. We first sealed the plate box to the long edge of the bigger box, by welding it all around the edges to the side wall, so there was absolutely no way whatsoever that water flowing over the top of the plate box could flow into the bigger box at all. Then, for the sides to fit, we had to router out a bit of the sides to slide it in position, and then sealed that off too. To put it bluntly, this process is so time consuming, and so hard on the body to work with the welder, etc, that the friend of mine who helped me build it said that he would not build any more this way, as it’s just too darn involved. At the end of the day though, you end up with a beautiful looking box that so strong that will survive having 12 liters of hydrogen explode inside it under pressure
So, now I had an awesome looking, sealed, strong box (thank you VERY MUCH to the person that helped to build it for me, I am forever in your debt). All I needed now was to sand off the 317L plates I got to go with it (and believe me when I tell you that the plates for this box has a whole story of its own Wink), and then start this baby up. Only problem was that everything so far has happened in America and Canada, and I am of course in South Africa, and to have a 130 pound box with plates transported here would have cost me more than if I just got on a plane, flew half way around the world and collected it myself. And so, I had a trip to Canada to pick up the plates and help build the box while I was there too. Oh, and by the way, Canada is a lovely place with lovely people, so if ever you are looking for a place to immigrate to, then Canada would be it!
And here we are. It is now 2008, almost 3 years after this research started, over $50 000 in experiments, materials shipping costs and equipment further down the line and a whole bunch of experience that I would have never obtained any other way. I was in Canada personally to get the box, plates and hex controllers, and it was at that moment that it dawned on me that my father would have been proud, even though he passed away in his plane on 26 December 2007 after getting lost in the bad weather on his way to buy a holiday home for him and my mom to retire. I realized right there that all the hard work, all the midnight hours, all the money and all the reading up, testing and playing has been worth it, because now I was finally in a position to run an engine on water and supply my farm with constant power. All I had to do from here was to get everything back home safely and put it together.
.PREPARING THE PLATES
After an excruciating day of sanding and preparing the plates, I can finally say that the plates are now ready to be installed into the box.
Below is a picture of one of the sanded plates. Note how I have been wearing gloves the entire day, to avoid getting any grease from my hands onto the plates. Also, when cross-hatching the plates, make sure that you get good and deep grooves with the sand paper. I used 40 grid for my project. It's also important to note that one should not use a belt sander or orbital sander, as this could change the characteristics of the plates, according to Bob.
Another thing I also did with every plate was to sand a very small 45 degree angle at the bottom end of each plate, to prevent the edges from sticking to the sides of the cell when I slide them into position. (look closely at the bottom edges of the plate I am holding) This is just a little extra measure to make sure the plates don't damage the box while it goes together.
Next up I will document the procedure required to insert the plates into the box (believe it or not, it's not just as simple as sliding them in), and take you through some of my experiences with this task.
INSERTING THE PLATES
Now, you will remember from the last tidbit that I sanded down all the plates using the crosshatching method that bob describes. Once I was done with that, it was time to make sure that all the plates are magnetically aligned in the same fashion. This was done by wrapping a a 16 gauge wire around the stack of plates 11 times (there is no real number here, mine just came to 11 with the length of wire I had), and then you tap connect the one of the wire to the negative terminal of a 12V car battery, and tap the other end to the positive a few times.
This will create an electromagnetic field, and cause the plates to be magnetically aligned. I am using 317L plates, so technically I should not have to do this step, but it doesn't hurt following the directions to the T Wink.
Of course, once this is done, the plates need to stay in the same order, which was easy for me, because I sanded down that little 45 degree edges to make sliding them in easier.
Next up I had to physically insert the plates into the box. And believe it or not, there is a little trick to it, if you don't want to struggle... Make sure that you insert the bolts on each end first for the electrical connections. Once this is done, insert your end plates at each end, making sure that the piece of metal welded to the end plate is not facing to the other plates, so that the entire end plate's surface area is exposed to the plates it's facing. You will see that in more clarity on the pictures below.
Now, to get these plates to slide in is not easy task, for the simple reason that the slots are cut 0.0003" smaller than what the plate actually is, to ensure a perfect seal when the plate is in, but this makes it very difficult to get the plate all the way down. So, there are a few ways to do this. A friend mind built his by making a wedge, where he used a piece of metal with a hole on the one end. Though this hole he put a piece of thick fencing wire, and then clamped it into his vice, so that the piece of metal can swivel up and down. Then, placing the box underneath this metal, he used a little space to press down on each plate, and thus he was able to "press-fit" the plates down by using the resulting force created with the swivel action.
I don't have a vice, so I ended up using another piece of leftover HDPE I had, and because this material is SOOO strong, I could use it as a punch to literlly punch the plates in one by one. It's also important to note the order in which you insert the plates.
Start with the two end plates as described above, and then work from left to right, counting down 10 slots, and inserting a plate. Then count another 10, and insert another plate. When you reach the other side, then go back to the left side, and now count every 5th slot and insert a plate. Doing it this way will make sure that you spread the forces for the box to absorb evenly. If you don't do this, then the by the time you get 3/4, the plates will not fit any more, because the forces from all the other plates will be pushing the slots closed too much, and you will end up either hurting your box to get the plates in, or your box will just bulge and leak (and we found this out the hard way too, luckily with a previous test).
After all of this was done, I was soo anxious to get the cell going, that I constructed this make shift sealing method , which is essentially 2 aluminum T-bars on top of each other, giving me the space to pull them tight from all directions, while maintaining pressure on the top cover. For a gasket I used something called "soft acrylic" which is a flexible type of acrylic that is chemical and heat resistant. There is another gasket I still want to buy that seals a little better than this, but this will be in the week to come, as I have to order that material.
And finally, here are the pictures of the completed cell. Note how brown the insides become. This coloration is due the plates becoming clean, and literally dies the HDPE this color. You can also see how golden the plates become. These pictures were taken after running the cell in for 36 hours, which I will describe below the pictures:
CLEANING AND CONDITIONING THE CELL
So, the first moment of truth has arrived. I had to make sure that there is no leakage between the cells, and that the water level will remain the same for extended periods of time, so for this I filled every second cell with distilled water, and let it sit over night. Coming back the next morning I was extremely impressed to find that my test was successful and that the cells were electrically sealed from one another, so for any electricity to go from end to the other, it would have to travel through each plate to get there!
GOOD!!
Next up, I had to make the solution that I will use to run in and condition the plates. Bob recommends that you use NaoH during the conditioning phase, and then KOH for running the cell, as KOH offers a 20% better performance for the same amount of electrolyte over NaoH. So, the stock I bought for conditioning my cell was:
8 x 500gram laboratory grade NaoH
10 x 5 liter distilled water
The solution was made by adding 1kg of NaoH to 10 liters of distilled water. Please remember that you always add chemicals to water, NEVER add water to chemicals, especially things like NaoH or KOH, as these get very hot when reacting with the water, and will burn a hole in your container. Also, the gasses released during this process is very hard on the lungs, and causes one to cough quite a bit, so doing this outside is definitely my recommendation.
Once the solution was done (it takes about 30 minutes of constant stirring for the NaoH to fully dissolve and partially cool down), I added about 7 liters to the cell, and then tilted the cell on it's side a little to allow the water to equalize between all the cells. The level was now about an inch or so from the top of the plates, which was exactly where I wanted it.
Don't forget to Download "BB101".pdf
a docment written by Patrick Kelly,
with Bob's oversite. 47 pages.
Also downloaded the latest fixes on Patrick Kelly's D9.pdf
Updated 1/2011
--------
MORE ADDED NOTES 3/14/2011
From: bobboyceh2o
The most common mistake that I see made is that when tuning for the common
narrow (approx 2.5 uS) pulse width on all channels, most tend to tune for narrow
POSITIVE going pulses at the FET outputs. That is totally inverse to proper
pulse polarity for the PWM3 series boards. These boards use N channel FETs, so
the proper pulses are narrow NEGATIVE going pulses. FET off condition results in
a positive state on each of the outputs, proper FET switching pulls that
positive state to ground as very narrow pulses.
The result of tuning inverse can be extreme overheat of the 556 chips, extreme
overheat of the 8V regulator, and excessive primaries current in the toroid.
This can overheat the toroid, burn traces on the board, and/or destroy the FETs,
ect.
If the channel goes into frequency division when adjusting pulse width, then you
have gone too far in your adjustment. These boards are not using the typical
dual 555 (556) PWM coupling because that limits pulse width adjustment to 10% -
90%. This application requires much less than 10% pulse width.
Please remember that J1, J2, and J3, are only used to pull the FETs high through
the indicator LEDs during preliminary adjustment. During operation, those
jumpers must be removed to prevent interference to primaries operation.
Bob Boyce®2011
------------------------------------